All 3D Labs | What is the Best Surfacing Technology for 3D Printed Parts? | Blog
|
Getting your Trinity Audio player ready...
|
The additive manufacturing industry grew by 18 Percent in 2021 to $10.6B, and analysts predict an increase to $50.8B By 2030. In addition, the demand for 3D-printed parts is also experiencing rapid growth, with many turning to powder bed fusion technologies to meet their unique aesthetic and functional requirements.
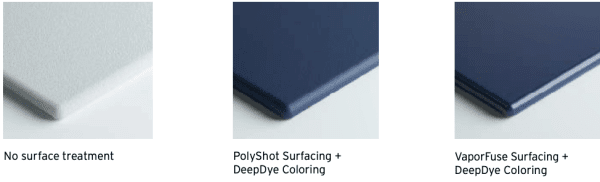
Customers now have many options, and the best solutions depend entirely on their unique needs. At All 3D Labs, we provide two different proprietary processes that differentiate between chemical and mechanical, known as Vaporfusing Surfacing (chemical) and Polyshot Surfacing (mechanical).
Polyshot Surfacing (PSS)
Polyshot Surfacing (PSS) allows an efficient way of finishing 3D printed parts. PSS generates matt-glossy surfaces while increasing scratch resistance to create a dirt-resistant surface. In addition, PolyShot maximises colouring results by allowing the colour to be absorbed more evenly; this is possible as it creates a homogenised surface. This process is also useful if additional steps, such as gluing or painting, are required.
During the PolyShot Surfacing (PSS) process, beads accelerated by compressed air are shot at the surface of the parts. Depending on the speed and mass of the beads, energy is transferred to the surface. This process actively reduces the alignment of the peaks and valleys on a surface, reducing the roughness and homogenising the surface.
In contrast to tumbling, where the material is removed, PSS is dominated by plastic deformation in the microscopic range. In this process, no material is removed, and the original geometry of the part is retained.
There are many examples of how PSS is transforming the manufacturing of eyewear and automotive interior parts. Although the process is already widely used in many industries, PSS also has its limitations. Due to the thin tubes or labyrinth structures, the homogenisation achieved by PSS can vary greatly. This is caused by the energy input to internal geometries outside the line of sight being lower after the previous deflection of the beads.

A longer process duration can partially compensate for this effect. But heavy parts with fragile geometries can be damaged during PSS. In addition, while PSS is designed for processing hard polymers such as PA11 or PA12, it’s worth noting that it’s not suitable for flexible materials such as TPU. This is because the high proportion of elastic deformation makes homogenisation virtually impossible. This is just one example that highlights the importance of choosing the right solution for your bespoke requirements.
Vaporfuse Surfacing (VFS)

VaporFuse Surfacing (VFS) creates sealed and washable parts with washable injection moulded-like surfaces. But how does it work?
Long polymer chains connected by hydrogen bonds and Van-der-Waals forces are building blocks of thermoplastic polymers. During the VaporFuse Surfacing these connections are dissolved by a polar solvent vapor which condenses on the surface of the parts. Pushing to minimise the total surface area the surface energy forces the molecular chains to rearrange, resulting in the smoothing of the surface. The solvent is then removed by a vacuum which results in the surface solidifying and thereby creating a smooth 3D printed part.
It’s worth noting that the functionality of moving parts may be limited after VFS handling. Parts must be sufficiently cleaned because the residual powder is dissolved and melts with the part’s surface. In addition, it is essential to remember that if further processing steps are required, such as gluing or coating, a smooth surface can sometimes have a positive or negative effect.
Applications
Using VaporFuse to create glossy, smooth, and washable surfaces on porous materials opens several new applications for additive manufacturing.
Glossy and smooth surfaces are advantageous for aesthetic reasons but also allow manufacturing to switch from injection moulding to additive, which is essential for end-user parts.
Glossy, smooth parts are also ideal for end-user consumer parts where aesthetic qualities are highly valued and important.

The smooth surface achieved on Vaporfusing is advantageous for air or fluid-carrying parts as it reduces flow resistance and turbulence, a key factor for marine, aerospace, and automotive industries where highly complex water repellent and watertight parts can be created. Details can also be used in an environment under clean conditions. The water-repellent surface also makes cleaning more accessible, which is advantageous for applications in contact with food and medical devices.
The VaporFuse Eco fluid solvent is approved with food contact according to regulation (EU) 10/2011
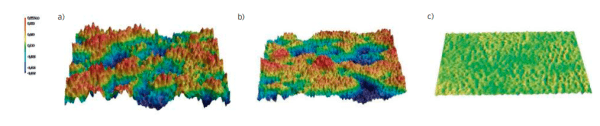
Roughness
The feeling of a 3D printed part is essential for parts that require a smooth surface, such as air or fluid-sensitive parts.
Wettability
For many applications, a water-repellent surface is essential, and cleaning needs to be effortless. This is especially attractive in medical environments, so the parts do not become a breeding ground for bacteria and germs.
The wettability of a surface defines the water-repellent properties. What is wettability? The wettability of a character is defined as the ability of the surface to hold contact with a liquid. Wettability can be measured by the contact angle of a water droplet, which corresponds to the diameter of a droplet with a defined volume or the spread of such a water droplet over time. The more significant a drop and the faster it runs, the less water-repellent a surface.
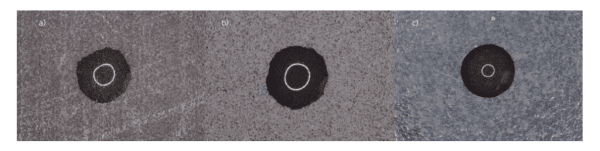
Raw part (r=4.5mm), PSS (r=3.8mm) and VFS (r=2.7mm)
The results above show that surface finishing makes 3D-printed parts more water-repellent than the raw amount; this is especially true for details treated with the VFS process. Wetting parts with water becomes more difficult, which in turn makes it easier to clean the surfaces. The fact that VFS-treated characteristics are water-repellent does not influence the colourability.
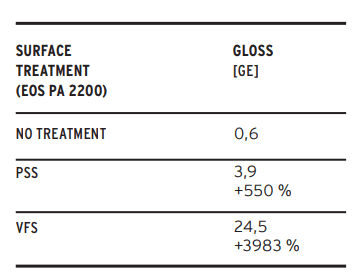
Gloss
A glossy surface can be very important for aesthetic reasons. For example, in switching from injection moulding to additive manufacturing, the surface finish is of great importance.
VaporFuse Surfacing (VFS) vs. PolyShot Surfacing (PSS)
The good news is that significantly different surfaces can be created with both PolyShot Surfacing and VaporFuse Surfacing. Depending on the requirements for the part’s properties, the appropriate process with its advantages can be selected. The effects of the techniques for PA12 parts are comparable. For example, PolyShot Surfacing makes the treated parts feel smoother and delivers a matt gloss, confirmed by the reduced surface roughness.
In comparison, VaporFuse Surfacing produces an even more uniform surface by dissolving the surface. As a result, the part feels even smoother after the VFS process and has a glossy and sealed surface, even for TPU parts. The gloss level increases in both methods, but the VFS-treated parts have a higher gloss than the PSS-treated parts.
Key Takeaways
There is no one-size-fits-all approach to 3D printing by offering two proprietary processes that differentiate between mechanical and chemical solutions. The advantages, differences, and limitations of the two processes, PolyShot Surfacing (mechanical) and VaporFuse Surfacing (chemical), will depend entirely on your unique requirements.
- Polyshot Surfacing Pros: Best suited to applications that require a scratch-resistant, matt-glossy, and above-all coloured surface. (Eyewear, automotive interior parts, etc.)
- Polyshot Surfacing Cons: It’s not suitable for flexible materials such as TPU since the high proportion of elastic deformation makes homogenization virtually impossible.
- Vaporfuse Surfacing (VFS) Pros: Perfect for creating washable surfaces on porous, flexible materials. (3D-printed shoe soles or in the healthcare industry, where washable surfaces are often required).
- Vaporfuse Surfacing (VFS) Cons: Since the surface of the entire part is dissolved, places remain after the process where the part had contact with a part receptacle. This should be considered in the design process and the creation of the CAD files.
Would you like to learn more about how Multi Jet Fusion (MJF) 3D printing and how our post-processing solutions can meet both aesthetic and functional requirements for your business? For more information about any of our 3D printed services or advice, contact us at info@all3dlabs.com.
Data provided courtesy of Dyemansion.
For further information, visit www.all3dlabs.com.
![]()
All 3D Labs
E-Mail
07507 670195
Website