Modern Valve Gate Nozzle Technology Enables Perfect IML
|
Getting your Trinity Audio player ready...
|
When German toolmaker Roth Werkzeugbau manufactured a tool for curd cheese cups, they chose GÜNTHER valve gate technology for injecting the cup in the in-mould labelling tool, following previous positive experiences with the company.
Using the innovative in-mould labelling (IML) process, it is possible to produce fully printed plastic packages in a single step, thus eliminating additional labelling. Here, the plastic for the container is injected directly into the printed film. Of the injection moulding machines and moulds used, in-mould labelling achieves an especially high level of precision and process reliability for this reason.
The following application example is from German toolmaker Roth Werkzeugbau who manufacture moulds for automotive, pharmaceutical, consumer and packaging industries. Special significance is given to hot runner technology with these solutions; customers in the packaging technology sector expect optimum injection point quality with the shortest possible cycle time and very high service and maintenance friendliness.
High packaging quality thanks to in-mould labelling
With the in-mould labelling process, cut and printed plastic films (so-called labels) are precisely placed in the injection moulding tool using a handling unit. Through the application of a vacuum or static charge, the labels are secured and then back-injected with plastic. Through the use of heat and pressure, the carrier films precisely matched to the plastic are fused with the introduced molten plastic to create a final product in the filling and holding-pressure phase.
Today, this technology is frequently used with multi-daylight moulds to increase output without negatively affecting reproducibility or quality. Product packaging is a very important marketing and sales instrument in the foodstuffs industry. The labels of a finished cup often cover five sides of the packaging, where text, graphics and sometimes full-surface photos are found on each side. This requires perfect interplay between the individual components to achieve optimum results.
Efficient production with GÜNTHER valve gate technology
In this reference production, the curd cheese cups made of a low-viscosity PP have a shot volume of 8 cm³. The wall thickness of the cup lies between 0.4 mm and 0.5 mm. The injection point diameter is 2 mm. Based on positive experiences in other areas, the Roth company decided to use GÜNTHER valve gate technology for injecting the cup in the in-mould labelling tool.
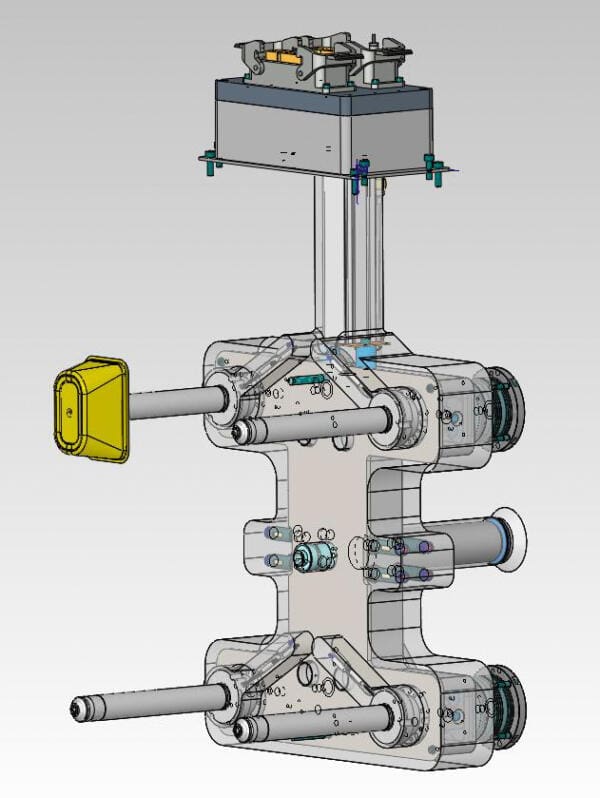
The mould concept for the “IML 3D full cover” system involves the use of a 4x valve gate system with the 8NHT1-200 nozzle and the tried-and-tested LA needle guide. The needle guide is highly durable thanks to the material used, and can easily be replaced when worn. The elimination of insert reworking saves time and reduces expenses. The quality of the injection point on the finished item completely fulfils the customer’s requirements thanks to the high production tolerances of the cylindrical portion and the precise needle guidance in the µ range.

A pneumatic single-needle valve of type ENV3/10/L/G handles the drive function. These valves are comprised of pistons and housings, in which the running surfaces with a roller-burnished surface quality are incorporated to achieve a long service life of the sealing rings.
“Our cooperation with GÜNTHER Hot Runner Technology was extremely successful,” explained Managing Director Marco Roth.
“Our customers demand a visually perfect product for a saleable price. The only way this can be made possible is with high process reliability and minimal cycle time. Thanks to the GÜNTHER hot runner system, we were able to reduce the cycle time to less than 5 seconds. This enables high production volumes within a short time.”
Further information: www.guenther-hotrunner.com.
![]()
GÜNTHER UK Limited
01474 879774
Website
Email