A Starter’s Guide to Robotics from the PCE GROUP
|
Getting your Trinity Audio player ready...
|
When you think of automation, your mind may automatically gravitate towards robotics and the tremendous impact they have on repetitive processes. Robots have become a mainstay of the industry and will continue to push the boundaries of possibility for many generations to come.
They represent a very visible side of automation, often being used in a metaphoric sense. The word ‘Robot’ itself covers a vast range of hardware; the purpose of this article is to clarify the types, uses and advantages of robots.
Multi-Axis
The most common type of robot seen throughout the media, is the ‘6-axis’ articulated robot, most likely portrayed by showing armies of robots combining to build our vehicles in assembly plants. These are undoubtedly the most common and flexible examples of a robot; however, others can boast equally useful functions:
- 6-Axis Articulated Robots (Six Axes of Motion)
- SCARA Robots (Selective Compliance Articulated Robot Arm; 4-axes of movement)
- Delta Robots (sometimes referred to as a FlexPicker® [the name of the first delta robot by ABB] …like a vacuum is referred to as a ‘Hoover’)
- Collaborative Robots (or Cobots); can be used seamlessly alongside personnel for repetitive tasks)
- Cartesian and Gantry Robots (working along defined axes of motion, typically at 90° to each other)
- Takeout Robots
Whilst some of the types of robot can have a narrower application area, all tend to be defined by similar terminology. This is based around the capabilities such as load capacity, speed, precision, articulation and personnel interaction in the work area (safety).
Typically, the ubiquitous Articulated Robot has a vast range of capabilities, from small robots capable of moving less than 1kg within a 300mm reach, to huge variants capable of lifting >2 tonnes with a reach nearing 5 metres. To achieve greater flexibility for a cell, the articulated robot can be mounted on a seventh linear axis. The servo-controlled linear axis delivers additional work area or reach, sometimes allowing for a smaller capacity robot to be specified.
The six-axis refers to the degrees of motion the robot arm can achieve; in this case, it is movement in the ‘X’, ‘Y’ and ‘Z’ planes along with ‘pitch’, ‘roll’ and ‘yaw’ movements, of the tooling mounted to the end of the arm (typically called End of Arm Tooling [EOAT]). The ability of the controller to merge or interpolate the movements of these axes together forms the basis of the flexibility seen in many applications.
Typically, articulated robots are the most cost-effective of the ‘off the shelf’ range, due to the number manufactured globally. Their price has dropped significantly, making them an attractive option for many more automation projects. It should be noted that most cells should be professionally designed and installed to achieve maximum efficiency unless the application is very simple.
Ranges have increased greatly in recent years with specific products for high-care medical & food manufacturing areas, with smooth outer bodies and sealed bearings allowing washdowns. These join the longer standing painting, welding and palletisation specially designed versions.
Safety Considerations
All robot installations, regardless of type, need assessing for personnel access and harm that the contact with a robot or process can cause. The guarding is typically a robust fixed fence around the system with interlocked access gates. In normal use, the robot will operate at the accelerations and speeds required to perform to the output of the cell. Either through a controlled stop via the control panel or an emergency stop (E-Stop) when the interlocked gate is opened, the robot will stop its operation, and residual energies discharged, making access safe.
Depending on the installation, other guarding methods, other than fixed physical fences, may be deployed. Light guards or curtains, allow un-gated access that either stops the machine through an E-Stop or causes the cell to enter a safer mode of operation, move at safe speeds or restricted movements when the beams are broken. Light guards also allow larger products to exit the work area without cycle interruptions whilst still prevent access in, such as filled pallets from a palletising cell.
Other safety systems commonly used are pressure mats and area scanners. Pressure mats are direct acting and will detect when a person steps into the safety zone. Area scanners can have either a binary response or be zonally programmed. In the case of zonal programming, as the person gets closer to the operation, the robot can be triggered to slow down and then eventually stop. Often several guarding modes are used within a cell, depending on the type of operation and what interaction is required during the normal operation.
Programming
Collaborative Robots or Cobots have been making a large impact in automation, at least In column inches on the web.
Typically understood to promote ‘safe synergy’ between man and machine, the reality is somewhat more complex. Very simply a Cobot is a specifically adapted smaller capacity articulated robot which has been configured with added safety systems and special programming to allow operation directly at the side of personnel, with little or no physical guarding.
Some specifically design Cobots come with user-friendly tablet programming and downloadable apps. These are ideal for laboratory, teaching and light-duty operational environments. It should be noted that no robot is completely safe, and all applications should be carefully assessed against known safety standards to deem what level of safety systems are required.
Though most Cobots will only run at ‘safe speeds’, clearly if the robot were processing knives, the processing area would never be safe at all! Equally, some Cobots can run at speeds higher than that considered ‘safe’, meaning that additional safety systems are needed. This said, in the most generally accepted form, a ‘Cobot’ can work alongside a person in safety, if it is running at the right calibrated speed, proportionate to the safety of the item it is moving.
Cobots work on several safety principles, but usually use a form of force feedback to the control system. If whilst moving from A-B the robot hits something unexpected (a person for example) then an unexpected rise in force to the drive axes will be detected. This will immediately stop the Cobot in its tracks and will require the removal of the obstruction and the re-setting of the robot. Forces typically applied are low and would cause nothing more than a small bruise.
Integration of a Cobot with an area scanning system (as described above) can give a significantly more flexible process, with the Cobot progressively slowing down as the operator gets closer (perhaps to change a component over). This allows the robot to move at higher speeds for productivity whilst the work area is clear.
Cobots have until recently been small specifically designed and not well-suited to an industrial environment. Fast development has seen this change with most major manufacturers of articulated robots having a specific range or special options that allow the robot to run in a collaborative mode. These robots being based on industrially proven bearing & drive systems, so should be capable of withstanding a harsher industrial environment. Other formats of safety exist, with some Cobots using sensitive ‘skins’ that detect pressure changes (typically pneumatic), though these cannot protect all of the robot (specifically the EOAT and product) so have limited safety to some extent.
Where Cobots are attractive is when used in a collaborative area alongside a human operator, to undertake repetitive processes at slower speeds, (replicating a colleague); perhaps picking bottles from a conveyor and packing to pre-erected boxes. Cobots boast a great range of mobility and can be mounted on mobile bases (which hold all the controls and power systems) and moved from one pre-programmed task to another; simply being precisely located and the appropriate program selected.
However, each task must have its own Safety Assessment, as each location and task have specific associated risks.

SCARA Robots
SCARA robots are generally considered to be smaller than their 6-axis counterparts and can work at much higher speeds, with generally improved precision. The limitation of axes mean that if the operation is simply a pick and place process (perhaps picking parts from a moving conveyor and packing them using a suitable vision tracking system) then ‘tilt’ and ‘yaw’ functionality is not needed.
SCARA robots can go from micro high-precision units for the assembly of small medical or electronic components through to larger high-speed units capable of pick speeds of >120 picks per minute in the right application.
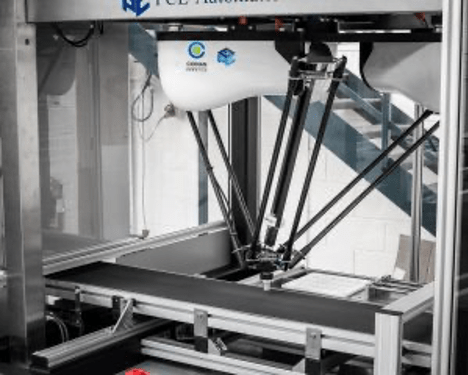
Delta Robots
Delta Robots are a more recent addition to the robot line-up. They are typically deployed in an inverted location, ceiling-mounted to the automation cell or processing line. They have typically 3 ‘legs’ and a central rotational drive to the EOAT. These robots are often used in conjunction with vision systems that allow the parts to be picked to be tracked in real-time, along with their orientation upon an incoming conveyor for example.
Parts are viewed as they enter the cell with the vision system communicating their location and orientation on the conveyor belt to the upstream Delta. The conveyor is servo-driven acting as a further axis to give the linear speed component of the calculation, so any variation in speed can be detected and accommodated. The controller performs the complex calculation from all the inputs to guide the Delta robot to pick a part dynamically ‘on the fly’ and placing them either into a prescribed orientation for the following operation, whether an array for subsequent picking or placing on a pallet or in a tray, for a food product.
Loads are generally low, maximum payloads of the robot typically <8kg, with high acceleration forces and smaller distance of movement. Like SCARA systems, parts can be rotated but not tilted or manipulated as with an articulated robot. Generally, only suited for specialist applications, with highly complex programming required and sturdy mounting to counteract the movement forces.
Delta robots are very fast, some cells can operate at >180 picks per minute, though the ultimate speed will depend upon part weight, distance moved and enough parts to pick! These systems are often built with three or four Delta robots in a row, allowing for amazing processing speeds. The design of the EOAT is crucial, as the speed of the pick and release directly affects the cycle time. Many Delta systems are used in food and pharmaceutical processing industries, with specialised EOAT for picking up challenging foodstuffs, poppadum’s, pancakes, cakes, sweets etc.
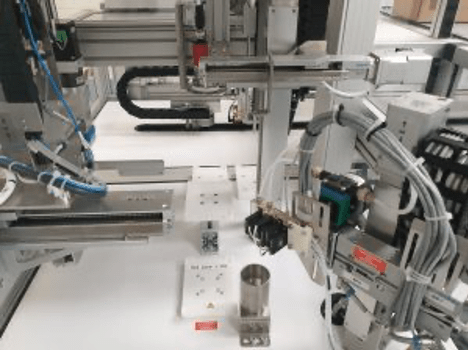
Cartesian and Gantry Robots
Cartesian and gantry robots typically run upon specific axes for a dedicated process. They are usually relatively simple, cost-effective and fast in operation. Used in many processes including de-moulding for injection moulding processes and pick and place palletisation and packing cells. Cartesians can be configured and built to the exact cell needs (each axis is a separate unit which can be chosen for length, speed and load) and are relatively simple to program through the controlling PLC. Cartesian systems can be very large and move high payloads over greater distances that would be impractical for a standard articulated robot.
Take Out Robots
Takeout Robots generally refer those mounted to specific production equipment, where the parts are to be loaded/unloaded robotically. Typically for presses and moulding machines, such as plastic injection moulding. Whilst these can be specially configured versions of standard robots such as cartesian or articulated robots, for specific applications dedicated designs can be used.
For very fast cycling injection moulding applications such as thin-wall packaging or ocular moulds, where the overall process time can be less than 3 seconds, the time taken for the robot to demould the parts is critical, with every tenth of a second causing large volume losses. The Takeout Robots tend to be a side-entry design with a single, or maximum two, axis of movement.
The carriage drive can be either rotary servo-driven belt axis or, in critical applications, a linear servo motor. The responsiveness and acceleration, along with minimal moving masses all contribute to the low cycle additions. In one application the cell was injection moulding eight small round discs per cycle, the complete cycle including moulding machine movement; plastic processing; part cooling and robot part demoulding took a total of 2 seconds. The cycle interruption for the robot was <300ms.
Adaptions of these robots have been used for a specialist process called in-mould labelling or IML. This is where the decorated and printed label is printed on a thin version of the plastic used in the container—often seen in food packaging such as margarine and ice-cream containers. Each cycle the robot loads a complete set of labels precisely in the mould tool, the labels held in place by static charge, whilst simultaneously removing the finished product from the opposite side of the mould tooling. Complete cell cycles of <4 seconds are not uncommon for the thinnest parts.
Clean Room and High Care Environments
Some applications demand that the robots need to be suitable for operation in a cleanroom or around food or other critical environments. Most suppliers have a dedicated range for these applications. Whilst they are programmed and operated in a similar manner as standard robots, they are sold at a premium to allow the upgrades required. These can include upgraded seals at the joints; to nullify the possibility of particulate/oil/grease escape or debris to lodge in, and smooth outer cases with minimal crevices or ledges to prevent dirt and bacteria collection. In food handling applications especially, the robots require to withstand steam cleaning and pressure washing without any loss of function or degradation of bearings or electrical drives.
For cleanrooms, not only must they be capable of being cleaned easily and prevent any dirt build-up, they must not shed any particulates from the surface coating; bearings; cables or any other part of the system.
In Conclusion
So, there you have it, not all robots build cars or are mechanoid versions of humans like a CP3O. This should give a comprehensive rundown of the main types of robots used in industrial automation along with guides to their strengths, and weaknesses. Specified and installed correctly, a robot should give a long life of unquestionable efficiency and process repeatability delivering undeniable benefits to a multitude of production environments.
Our Sales Team are standing by to help you take your first/next steps in automation. Contact PCE Group today to discuss your application requirements. We look forward to becoming your partner in automation….

PCE GROUP
+44 (0) 1502 713287
Website
Email