Injection Moulding Headaches Part 5: Warpage (and How to Prevent It) // Alliance Tooling Blog
|
Getting your Trinity Audio player ready...
|
Here’s another problem that causes major headaches in injection moulding. This week’s issue is warpage.
This is the fifth instalment in Alliance Tooling’s weekly series, where the company break down common moulding problems and looks at the engineering decisions that help prevent them.
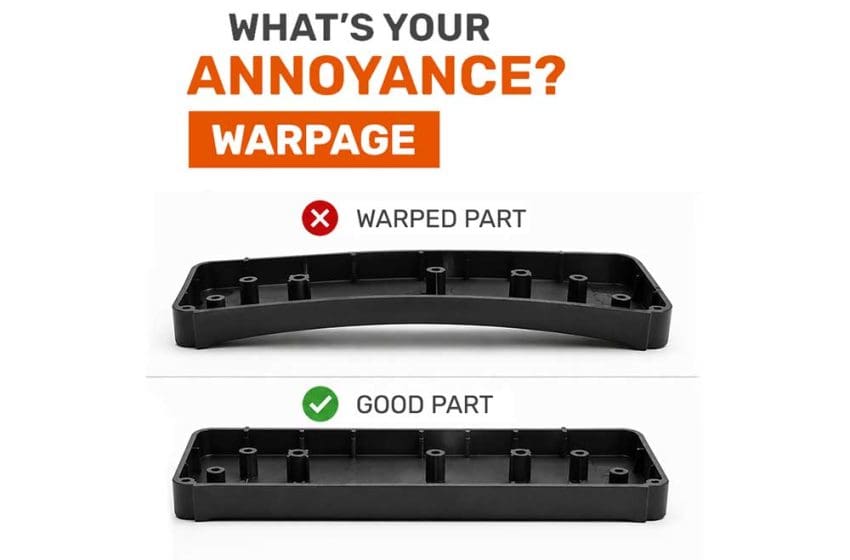
The Problem: Warpage
Warpage occurs when a moulded part twists, bows, bends, or distorts instead of holding its intended shape.
Sometimes the deformation is obvious. In other cases, it only becomes apparent during assembly, when parts no longer fit together correctly.
Warpage can:
- Cause assembly and fitment issues
- Lead to rejected batches and costly rework
- Create dimensional inconsistency
- Damage confidence in product quality
Why does warpage happen?
Warpage is usually caused by uneven shrinkage within the part as it cools.
Different areas cool and contract at different rates, creating internal stresses that pull the part out of shape.
Common causes include:
- Inconsistent wall thickness
- Poor cooling layout within the tool
- Incorrect gate location
- Material shrinkage characteristics
- Excessive packing pressure or temperature variation
How to design them out (before tooling even starts)
This is where experienced tooling and part design make a significant difference.
At Alliance Tooling, we focus on:
- Maintaining consistent wall thicknesses
- Designing efficient and balanced cooling channels
- Optimising gate location and flow paths
- Selecting the right tooling strategy for the material
- Identifying high-risk distortion areas before manufacture
Already seeing warpage? Here’s how to fix it
If warpage is appearing in production, there are several ways to reduce or eliminate it:
- Optimise cooling time and mould temperature
- Adjust packing pressure and hold time
- Improve cooling balance across the tool
- Modify gate position to improve material flow
- Review part geometry and wall thickness transitions
- In some cases, tool modifications may be required
Where we come in
Warpage problems are rarely random. In most cases, the underlying cause can be traced back to part design, material behaviour, or tooling decisions.
At Alliance Tooling, we:
- Identify the root cause of distortion
- Use practical tooling experience to minimise risk
- Help customers achieve stable, repeatable production
Wheter it’s:

- A new mould tool
- Troubleshooting an existing component
- Or improving dimensional consistency
We help you solve the issue properly – not just work around it.
Struggling with warped parts or inconsistent dimensions? Book a quick call with Chris Rossell, Technical Director, and we can review it with you.
Next week: Jetting, why flow marks happen and how to achieve cleaner mouldings.
Read more news from Alliance Tooling here.

+44(0)116 275 0584
Website
Email






