PlastikCity on Tour: VeriVide
|
Getting your Trinity Audio player ready...
|
In March 2026, Will Clarke and Jess Clarke visited VeriVide on Warrens Business Park in Enderby, Leicester. We met with Adam Dakin, Harry Bone, Julie Banks-Evans and Russell Thorpe to learn more about how VeriVide helps manufacturers take control of colour, reduce disputes, and speed up approvals using both visual and digital colour assessment.
Pictured Left to Right: Jess Clarke, Russell Thorpe (DigfiEye Applications Specialist), Julie Banks-Evans (Head of Sales), Adam Dakin (Director) and Will Clarke.
For many plastics processors, colour accuracy is not just a quality issue. It affects scrap rates, rework, production planning, customer sign-off, and the ability to run material efficiently when specifications change or when recycled content introduces additional variation. VeriVide’s proposition is built around making colour decisions more consistent and more repeatable, and enabling teams to digitise their colour processes, enabling communication of colour in a way that stands up across sites, shifts, and global supply chains.
See in Truth
VeriVide was founded in 1964 and designs, develops and manufactures light booths (standardised lighting cabinets) and digital imaging systems, including DigiEye, for colour and appearance assessment and communication.
The company supports colour-critical industries including textiles and apparel, food and drink, pharmaceuticals, automotive, print and packaging. In plastics specifically, VeriVide positions its solutions around colour management at multiple points in the process, including before and after moulding or extrusion, where process temperature can affect colour and appearance.
A Tour Across Two Working Sites
The visit covered VeriVide’s two main Enderby sites and gave a clear view of how the business operates day to day, not just how it presents its products. The day began at Site 2 (showroom and offices) with a group meeting, where the conversation quickly moved from general capabilities into the technical detail behind DigiEye.

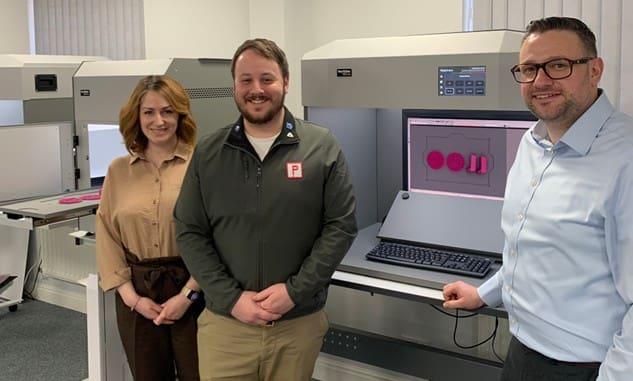
Russell Thorpe, DigiEye Applications Specialist, delivered a presentation focused on how the DigiEye system is used to capture and quantify colour and appearance, then translate that into usable data. For manufacturers, that matters because colour decisions often sit across multiple stakeholders, production teams, quality teams, and customers. The more subjective the decision-making process is, the more likely it is that time is lost to disagreement, repeated approvals, or unnecessary reformulations and resampling.
Instead of relying on the limitations of traditional colourimeters, the DigiEye system instantly captures both colour and product texture, allowing users to switch between different lighting conditions with a single click, and instantly communicate this data and imagery digitally. Using its own, internally developed, DigiEye software, users can sample any product, large or small, and compare on-screen to colour standards or master samples.

To see the real-world results achieved when VeriVide worked with one of the UK’s largest retailers, Next PLC, read the recent case study on the VeriVide website. Next used VeriVide equipment and software to communicate colour data internationally, dramatically improving its sample approval process, saving significant time and money on shipping and logistics.
“DigiEye became mandatory equipment for all Next offices,” said Next’s Gary Timmons, a Technologist involved in the trial process.
In-House Manufacturing
Following the presentation, Will and Jess carried out the interview with Adam before moving into a detailed walkthrough of the showroom. Adam and Harry guided them through VeriVide’s core product areas, including the Light Booth range, DigiEye, and DigiView. The showroom visit helped connect the theory to reality. It also highlighted how different industries use the same underlying principles, controlled light for visual assessment, and structured data for digital assessment, even when the materials and tolerance requirements are very different.
After the showroom and office tour, we crossed the road to Site 1 (R&D and manufacturing). This was where the scale of in-house work became obvious. We saw VeriVide staff building light booths and DigiEye systems by hand, assembling plastic, metal and electronic components on-site. We also visited the R&D area, where VeriVide prototypes the next generation of equipment models. This included a space where new electronics boards are designed and prototyped, as well as an office area where VeriVide’s software is developed, again, all managed in-house.

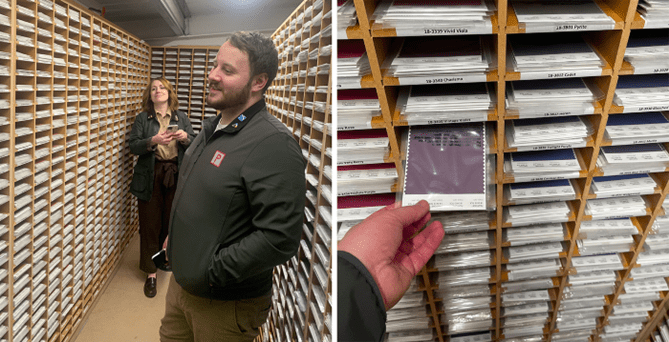
The tour continued into warehousing and logistics, with finished systems prepared for shipment all over the globe, to customers in the UK, Europe, China, India and the USA. We also saw the on-site colour library, where colour standards are stored in a controlled environment, with hundreds of shades held on site. Seeing the standards library alongside the manufacturing and software areas reinforced that VeriVide’s capability is not a single product, it is a connected set of activities that support the full lifecycle of colour control, from reference standards through to measurement, storage of colour data, and practical deployment in manufacturing environments.
From the site tour, it was clear that VeriVide’s model is built around tight control of design, development and build quality. Seeing equipment assembled on-site, alongside electronics prototyping and software development, gives context to how the company supports customers who need consistent performance, traceability, and long-term support for colour-critical processes, all from one centrally managed source.
Both growing up locally in Leicestershire, it reminded us that the country is full of innovative businesses, building success over decades that often go unnoticed in the business parks and industrial estates, right on our doorstep. We were particularly impressed with how much VeriVide handles in-house, from physical manufacturing and product development through to coding and building its own software, all from its Leicester base.
DigiEye for the Plastics Industry
DigiEye is designed to measure colour and appearance digitally, capturing both colour data and texture, then enabling objective colour information to be shared and accessed across global teams using DigiView.
For plastics processors and masterbatch users, that translates into practical outcomes you can quantify.
First, there is the day-to-day issue of matching and approval time. When colour matching relies heavily on subjective judgement or imperfect colourometer measurements, delays stack up quickly, especially where approvals involve multiple people and locations. Digital measurement and stored colour data help shorten the loop between target definition, sample approval, and production sign-off.
Second, there is consistency. Plastic parts can look different depending on lighting, surface finish, wall thickness, and process conditions. Controlled visual assessment remains important, but being able to capture and compare consistent digital information strengthens control, particularly when decisions need to be repeatable over time.
Third, there is cost and utilisation, particularly around masterbatch. In many operations, rematching and reformulating can become the default response when colour variation appears, even when acceptable outcomes could be achieved by better understanding the true delta from target and how the batch performs. DigiEye colour matching supports more informed decisions, which can help reduce unnecessary reformulation work and improve the utilisation of existing masterbatch stocks.
Finally, there is recycled content. Batch-to-batch variation is a known challenge when working with recycled polymers, and this can impact both colour and appearance. A system that supports structured monitoring and comparison can help quality teams set clearer acceptance windows, detect drift earlier, and communicate issues more effectively through the supply chain.
In short, the DigiEye is not simply “better measurement”. The value is in using digital colour data to reduce the time spent debating colour, reduce the number of decisions that have to be remade, and improve control when production variables or incoming material variation would otherwise destabilise the process.
Alongside DigiEye, VeriVide also manufactures light booths for controlled visual assessment, including its UltraView LED light booth launched in 2023. VeriVide is also the UK master distributor for Pantone, RAL and NCS colour standards, and offers training and colour vision testing.
Interview: Adam Dakin, Director, VeriVide
For readers who have not come across VeriVide before, can you share the basics of the business?
“VeriVide was founded in 1964 and has been operating for more than 60 years. The business has a team of around 30 people and operates across four sites on Warrens Business Park, with two main sites for offices and showroom, plus R&D and manufacturing, and additional warehousing and logistics space.”
“Everything is done in Leicester, and where possible VeriVide works with suppliers locally, aiming to keep a significant proportion of suppliers within around a 20-mile radius where practical, but exporting our products globally, with customers all over Europe, Asia and the Americas.”
Which markets do you serve, and where does plastics fit?
“Over the years VeriVide has worked across multiple industries. Key sectors include textiles and apparel (including technical textiles), food and drink, and packaging, with plastics playing an increasing role across many of these applications.
“Plastics is also an area VeriVide wants to strengthen further over the next 12 months. Our products have great potential within the market and we are working with lots of companies in the plastics sector, but I believe we can do a lot more. Without being disrespectful, I think that plastics manufacturers can sometimes be slower to adopt new technologies than other sectors, so I’m keen to prove the value we can bring to these customers and we have lots of evidence of this from other industries we work in.”
What are your core products and what problems do they solve?
“Historically, VeriVide has been well known for colour assessment booths, created to provide controlled viewing environments for accurate and repeatable colour evaluation, regardless of the product type. The company has evolved these systems over time, including the transition from fluorescent to LED technology.
“Alongside this, VeriVide’s digital imaging system, DigiEye, supports colour accurate measurement and communication by creating a digital representation that teams can use to measure, assess and communicate colour on a global scale.”
How do the principles carry across different materials and industries?
“The applications vary by sector, but the underlying goal is consistent. Businesses are typically trying to control colour and appearance from concept through to their end products, with checks and decisions required at multiple stages. VeriVide’s equipment is designed to support those points in the process, whether the material is plastic, textile, or something else, and the expertise we’ve gained over the years translates very strongly across multiple sectors and target materials.”
What are the company’s plans for the next 12 months?
“A major focus is increasing awareness in sectors where VeriVide already has proven use, with a particular emphasis on plastics. The company wants to be more widely known in plastics, in the same way it is already well known in the textiles industry, while continuing to support established markets such as food and drink and wider testing applications.”
Where can people see VeriVide’s equipment in person?
“Our approach is straightforward. If someone wants to see the equipment first-hand, they can visit and see it on-site, and the company has hosted visitors travelling from around the world for that reason. Our doors in Leicester are always open, so I’d welcome anyone who sees potential value in our processes to reach out directly and we’d be happy to demonstrate in person.
“In terms of exhibitions, VeriVide will be exhibiting at Interplas in June, on stand F100B on the PlastikCity Pavilion. VeriVide also supports distributor activity locally and internationally, including events in Italy and other regions through its distributor network.”
Is there a company philosophy that sits behind the brand?
“The idea behind the name VeriVide is connected to “see in truth”. The aim is to help people see products as they really are, visually and digitally, whether they are a brand owner or part of the production side.
“Another focus is “people first.” We’re still a family-owned business, and we value our staff and the expertise our people bring massively. This is key to the company’s success and its future.
“Finally we’re big supporters of local manufacturing. We employ around thirty staff across our sites in Leicester, manufacturing, prototyping and developing all of our products ourselves. Whenever possible we work with local suppliers within a 20 mile radius, to support the local economy and to benefit from logistical and sustainability advantages this brings.”
Look out for the next edition of ‘PlastikCity on Tour‘ to learn more about our excellent UK-based partners.
There are now well over 260 active partners represented on the PlastikCity site, many of which offer highly specialised products or services to our sector.
During our everyday course of business, we’ll be making a point of visiting as many of these partners as we can and using the time to better understand what they offer the market. We’ll then showcase them through this ongoing series of articles. Maybe you can benefit from their services!
Read more about VeriVide here.
![]()
VeriVide
E-Mail
+44 (0)116 284 7790
Website






