Ultrasound Technology Makes Breathing Masks
|
Getting your Trinity Audio player ready...
|
Ultrasonic technology can make a major contribution to respiratory mask production, as masks can be manufactured in a resource-saving, fast and economical way, whether surgical masks, moulded masks with or without valves or reusable masks with exchangeable filter systems.
Respiratory masks protect against fine dust, smoke or aerosols and, depending on the design, also protect against bacterial and viral droplet infections, such as those caused by the coronavirus SARS-CoV-2. The commercially available, particle-filtering, folded or moulded masks are divided into different protection classes that define the structure of their filter materials. Today, the production of such respiratory masks employs a wide range of industries to manufacture the required quantities.

The production of respiratory masks (Fig. 2) poses a variety of challenges. Simple nasal face masks and surgical masks, for example, must be produced cost-effectively in large quantities. What is needed are manufacturing processes that are capable of mass production, but at the same time, ensure high-quality products. The process is by no means trivial, as numerous details have to be taken into account when making the masks, such as embossing, the use of filters, fixing the underwiring, recesses for attaching carrying straps or sealing the edges. In all the necessary production steps, ultrasonic technology can succeed as a process-safe yet economical method.
Using ultrasonic welding, all parts can be joined together quickly, gently and tightly. At the same time, ultrasonic technology can also be used for cutting; as a result, stamping, embossing and sealing can be carried out in a single operation in the cutting/welding process.
Advantages for the production of respiratory masks:
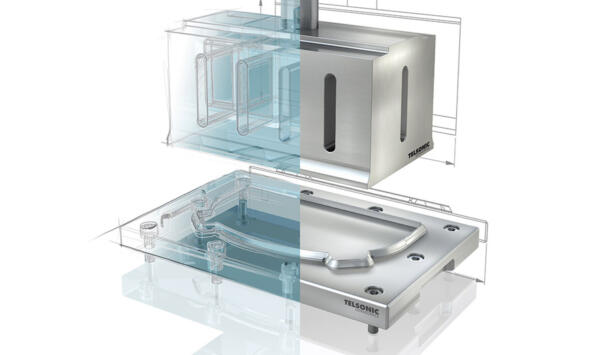
Respiratory masks consist of different layers of non-woven fabric and cover fabric depending on the intended use. The flat cuts, which form the basic product for the masks, must correspond to a certain shape and must not be open at the cut edges. Ultrasonic technology can meet both requirements in just one operation. With a forming die and a tool oscillating at an ultrasonic frequency, contour parts can be cut out economically and, at the same time, the edge zone is sealed by heating in the cutting area. Openings for valves or feed-throughs for looping in the carrying straps can also be quickly made in one step with the cutting/welding process, with clean-cut edges.

Joining and cutting with just one technology
The basic operating principle of the procedure is easy to understand. The term “ultrasonics” is used to describe sound frequencies above the human hearing threshold; that is, above around 20 kHz. Frequencies in the range of 20-35 kHz are used for cutting and welding using ultrasonic technology. They are produced by a piezo-converter that causes a sonotrode to vibrate at high frequency, which is particularly effective in resonance and at the same time requires little power. Clean cuts with smooth edges and strongly bonded joints can be produced without exposing either the product or its environment to high thermal stress.
During joining, acoustic vibration sets the molecules of the parts to be connected in vibration, generating heat that breaks the material boundaries at the points of contact and fuses the materials. The high-strength sealing seams created using this method are not only secure but also very slim, saving on both materials and costs. Furthermore, the cut edges and soft edges do not fray, making it comfortable to wear.
Neither joining nor cutting causes any loss of material and, unlike laser cutting, the technology produces no combustion gases that need to be extracted. No residues accumulate on the ultrasonic tools. The process is practically wear-free, requires only little energy and no additives such as glue are needed. In addition, the cycle times are extremely short.

Individual workstation or automated production lines
The ultrasound specialist Telsonic has responded to the current situation and offers tailor-made equipment for the production of respiratory masks, including competent advice. The ultrasonic components are of modular design (Fig. 3) and consist of converters, sonotrodes, generators, feed units and controllers. The sonotrodes are individually designed for the respective cutting or joining task. The MAG ultrasonic generator is suitable for all conceivable welding and cutting tasks in mask production and, thanks to dynamic control, enables maximum cycle rates with high process stability. It is designed for space-saving control cabinet installation and can be controlled either in an analogue manner or via all common fieldbus systems.
The ultrasonic systems are also very flexible and can be integrated at manual workstations as well as in automatic production lines. Its control software provides different welding modes and trigger functions as well as the option to adapt amplitude and force profiles to the respective application. As a result, it supports all cutting, cut’n’seal and joining operations in the production of protective masks with high quality. Fig. 4 shows the schematic structure of such an automated mask production, from unrolling the non-woven fabric to ejecting the finished mask. Integrated into the system are ultrasonic systems for cutting the nose bridge, welding the mask contour and welding the ear loops on both sides.

The Korean-based company HJ PNC, for example, is convinced of the possibilities of ultrasonic technology. To aggressively counter the lack of protective masks, it has been producing fully automatic machines for mask production since March 2020 (Fig. 4). 70 machines now leave the factory every month. Their core components are ultrasonic systems from Telsonic, which prove their reliability and durability here.
Shaun Youn, Co-President of HJ PNC and President of Zhongtai Korea, is enthusiastic: “Although it is only a small mask, it helps to save lives. Therefore, HJ PNC and Telsonic will continue to work together to produce mask production machines of the highest quality and with optimum performance.”
![]()
Telsonic Ultrasonics
+44 (0)1202 697340
Website
Email





