Injection Moulding Headaches Part 4: Short Shots (and How to Fix Them) // Alliance Tooling Blog
|
Getting your Trinity Audio player ready...
|
What’s your biggest annoyance when it comes to injection moulded parts? This week’s issue is short shots.
This is the fourth instalment in Alliance Tooling’s weekly series, where the company breaks down common moulding problems and looks at how to resolve them through better design and tooling decisions.
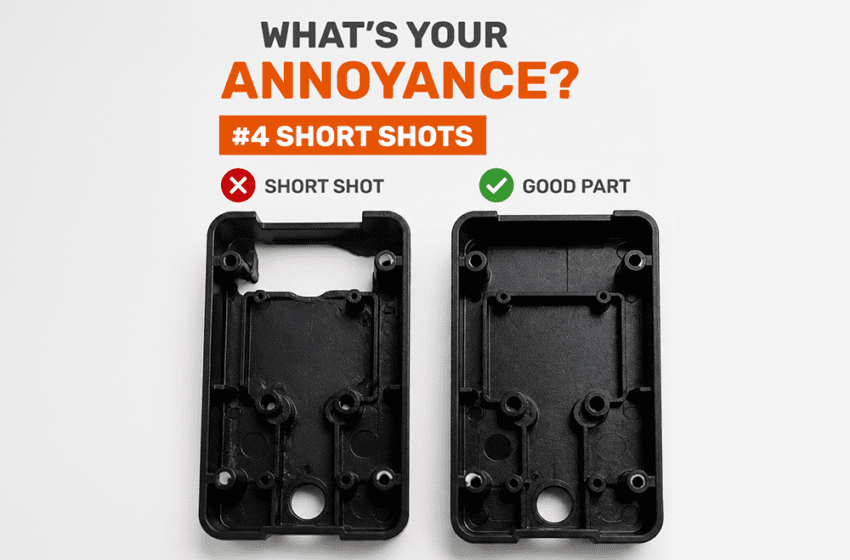
The Problem: Short Shots
Short shots occur when a part does not fill completely, leaving missing sections, incomplete features, or weak areas.
Sometimes the defect is obvious. In other cases, it is subtle, but either way, it’s a problem.
Short shots can:
- Lead to scrap or rework
- Create weak structural areas
- Cause assembly issues or failures
- Damage confidence in part quality
Why do short shots happen?
Short shots occur when molten plastic cannot fully reach or fill the entire cavity before it cools and solidifies.
In simple terms, the material stops flowing before the part is complete.
Common causes include:
- Low injection pressure
- Low melt or mould temperature
- Slow injection speed
- Restricted flow, such as small gates, thin walls, or long flow paths
- Poor or insufficient venting
How to design them out (before tooling even starts)
Getting the tool design right from the outset has a direct impact on how consistently parts fill.
At Alliance Tooling, we focus on:
- Designing balanced flow paths for even filling
- Positioning gates to minimise flow length and resistance
- Ensuring appropriate wall thickness throughout the part
- Adding effective venting in critical fill areas
- Designing around the material’s flow characteristics
Already seeing short shots? Here’s how to fix it
If short shots are occurring in production, there are several adjustments that can help resolve the issue:
- Increase injection pressure
- Increase melt and/or mould temperature
- Increase injection speed
- Check for restricted gates or blockages
- Improve venting to allow air to escape
- Review the part and tool design if the issue persists
Where we come in
Short shots are often approached as a processing issue, but in many cases, the root cause sits within the design or tooling.
At Alliance Tooling, we focus on solving the problem at the source:
- Identify why the part is not filling correctly
- Fix the problem at the source (not just mask it)
- Help you achieve consistent, repeatable quality
Whether it involves a new tool design, troubleshooting an existing mould, or improving production reliability, we bring practical experience to get it right.
Struggling with short shots or looking to prevent them in future projects? Book a quick call with Chris Rossell, Technical Director, and we can review it with you.
Next week: Warpage, why parts twist, bow or deform and how to prevent it.
Read more news from Alliance Tooling here.

+44(0)116 275 0584
Website
Email