Direct Utilisation of Reclaim Material for Sheet Extrusion
|
Getting your Trinity Audio player ready...
|
Incorporating reclaim materials into existing and new products is not only good for the environment, but it may be financially prudent for your operation. In this blog article, Davis-Standard outlines how reclaim materials can be successfully incorporated into various applications.
With the influx of reclaim materials initially destined for overseas markets, many companies are looking to increase their reclaim usage domestically. Keep reading as Davis-Standard discusses opportunities in reclaim markets as well as equipment needed to support reclaim applications in direct sheet extrusion.
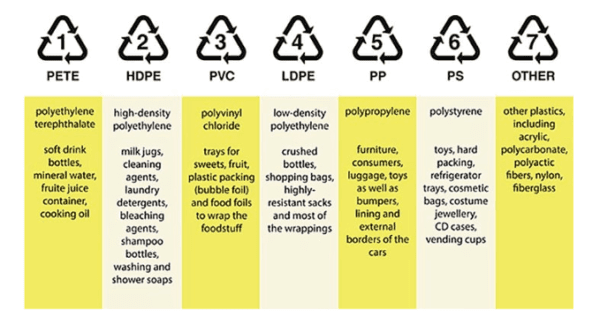
Reclaim materials can be successfully incorporated into a variety of applications. Examples include food packaging, commercial and residential flooring materials, industrial containers, horticultural uses, and a range of consumer products. Reclaim materials come in several different forms and shapes including flake, fluff, pellets, chunks and ribbons. Sources of reclaim materials range from post-consumer and post-industrial scrap to compactor/baler and direct stream scrap from industrial applications. Some of the most commonly recycled plastics include PETE, HDPE, PVC, LDPE, PP, PS and others.
Material characteristics such as bulk density/weight (weight per volume of raw material) and free flow versus non-free flow (materials flowing through the extruder hopper and feed throat with or without assistance) must be considered. Selection of the right extruder according to material characteristics; filtration options based on contamination levels of the reclaimed material; and roll stand capabilities to support material type, thickness, width, and outputs required for the application are all important factors.
Davis-Standard can advise customers on the best extruder and roll stand combination based on the specific reclaim material characteristics, desired end product, output range and other requirements. For example, a smooth bore single-screw extruder works well for heavy, free-flowing materials. Whereas for light bulk density material, a ram stuffer extruder, with a pneumatic ram assembly that pushes the material(s) into a grooved feed section, is a better option. For medium to heavy bulk density reclaim materials, processors may want to consider a groove feed extruder. This extruder’s axial grooves increase friction in the feed zone, improve outputs, and reduce shear temperature. There are also scrapper (dual diameter) extruder models, wide-mouth models and co-rotating twin-screw models to consider depending on the specific application.
Roll stand selection is equally as vital to optimise the process. A vertical downstack arrangement offers a conventional arrangement and horizontal die-to-nip approach for smooth sheet processing. A vertical J/upstack arrangement has an angled die-to-nip, which works better on low melt-strength resins. These arrangements can be used for both embossed and smooth sheets. For thinner gauge sheet products, a horizontal roll stand may be the way to go. You also have options for customising rolls and other features with upstack, downstack and horizontal configurations based on resin and sheet characteristics.
Direct reclaim sheet extrusion also requires the use of filtration systems and melt pumps to optimise processing. Filtration equipment will vary depending on material contamination levels and customer end-product requirements. A melt pump is essential to reduce output pressure variability to the downstream feed block and die. Filtration options range from single-slide plate screen changers to high-filtration melt filters or rotary wheels. Melt pumps improve machine direction thickness control, die performance for transverse thickness control, improved melt stream stability and provide consistent inlet and outlet pressure. Another piece of equipment to consider in reclaim sheet extrusion is the compactor. Compactors enable the recycling and compounding of low bulk density materials with high residual moisture.
If you enjoyed this blog piece, then be sure to visit the DS Blog Archive for even more.
![]()
Davis-Standard
+44 (0) 1384 471930
Website
Email






