Heat Creep: What is it? How Does it Affect My 3D Printing?
|
Getting your Trinity Audio player ready...
|
Heat creep is a sneaky irritation that most 3D printer users will experience at one time or another. It is often hard to diagnose because it often appears to be something entirely different. The team at 3D-Fuel investigate in this blog article.
Occasionally customers call us at 3D-Fuel with frustration from “nozzle clogging” while using our filament. After multiple times disassembling their printer’s print head, they finally ask us about it. (Don’t do this… reach out to us right away if you have issues, we’ll save you time!)
Clogged nozzle?
The symptom is that, when printing, the first few layers print just fine. Then, at some point in the print (typically 1-2 hours in), the filament stops moving through the head, and it appears to be jammed in the nozzle. Your extruder may be making a clicking sound or be chewing a hole on the side of your filament. Multiple cleanings of the nozzle and cold pulls do not seem to fix it, and it causes a lot of stress for the user.
In reality, what may be going on is easy to explain, and often easy to correct. Look at the diagram below showing the various parts of a typical 3D printer hot end.
You can see that the filament is fed through the hot end by the extruder (not pictured) and comes out through the heater block and the nozzle. Inside that large heat sink is a smaller metal tube called the heatbreak. Sometimes this tube is lined with PTFE tubing, and sometimes it is not. An all-metal hot end, like that found on many 3D printers today, does not have a PTFE liner.
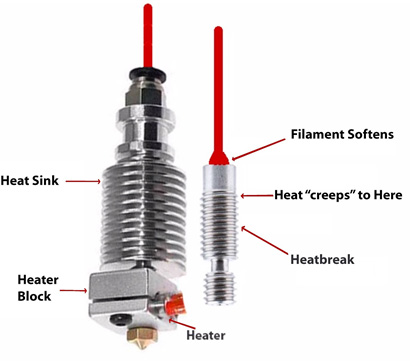
As you can see from the full picture of the hot end, the heat break is inside the heater block and the heat sink. We show one along the side so you can see where it fits. Its purpose is to prevent, or “break”, the transfer of heat. The goal is to keep the heater block nice and hot so that the filament is completely molten for smooth extrusion through the nozzle while keeping the upper part of the heatbreak (the part in the heat sink) nice and cool so that the filament can be properly controlled.
What is heat creep?
The heat from the heater block can “creep” up this tube as the print proceeds. This irregular spread of heat in the hot end disrupts the way the filament melts, which can lead to clogs. This issue is known at heat creep.
When the heat gets high enough on the tube, it can soften the incoming filament and cause it to swell and stick to the inside of the heat break or swell above the heat break.
Further up the heat break, where it’s cooler, the filament can start to harden. This can especially happen if there are a high number of long retraction moves. No amount of pushing will solve this problem. The filament will have to be pulled out from the top (which is also another issue as it’s too big for the entry points) and removed before you can print again.
On some 3D printing materials that can be annealed, the heat creep can cause the filament to anneal after it’s swelled in the heat break, making it even more difficult to remove.
How to avoid heat creep
There are several possible causes for this, but in a nutshell, the filament is melting from too much heat. This has to be addressed. So, we have a few suggestions that solve this issue for most 3D printers.
- Check for buildup on the thin portion of the heat break. If plastic or other debris has built up, it may insulate the “break” too much and allow for too much heat transference up the heat break tube.
- Inadequate heat transfer from heat break to heat sink. Adding some thermal grease between the heat break and heat sink can help improve the thermal transfer and keep the heat break cooler.
- Poor heatsink performance. If the ambient air temperature is too high, or the cooling fan is failing, or there is too much debris around the heat sink, it will not be able to do its job properly.
- Hot end temperature is too high. Lower the hot end temperature setting for the print by 5°C a few times to see if that will solve the problem. Sometimes, that’s all it takes to make a difference.
- Oiling (this should be your last resort as it can impact your finished part strength). Take a little vegetable oil or mineral oil and touch your fingertip to it and coat the first couple of inches of your filament with it before you insert the filament. This helps to create a non-stick coating on the inside of an all-metal hot end, similar to seasoning a cast iron pan. Again, this should be a last resort.
We have also found that a few printers just “don’t like” some types of filament. If you have problems and these solutions don’t fix it, you might ask others if they have had the same issues with the same model printer as yours. For example, we know that Prusa Mk 2.5s and newer have an over-bored heat break for enhanced compatibility with their Multi-Material Unit upgrade. This causes a problem with our Workday PLA as it will start to anneal in the heat break.
Standard PLA and Pro PLA do not have this problem. Only Workday PLA does. In fact, our Pro PLA seems to rarely ever have the problem of heat creep, and we highly recommend it for worry-free printing.
Taking a few precautions and using the right filament and print settings will give you a much more enjoyable printing experience and reduce or eliminate problems completely.
This article was written by Carl Powell and John Schneider of 3D-Fuel.
For more information about 3D-Fuel, or to browse its range of materials for 3D Printing, visit: https://eu.3dfuel.com/
If you’re a customer in North America, please call +1 844 333 3616 or visit: https://www.3dfuel.com/
![]()
3D-Fuel
+353 74 93 85480
Website
Email