Sandwich Injection Moulding – Functionalities & Applications
|
Getting your Trinity Audio player ready...
|
This article from ENGEL serves as a general introduction and orientation on the subject of sandwich processes, including the various types of sandwich injection moulding, their functionalities and applications.
What is sandwich injection moulding?
The sandwich process is a subgroup of multi-component injection moulding, with which it is possible to produce moulded parts that have a structure of at least three layers. This enables you to combine two different material properties. The outermost layers form the so-called skin material. It is responsible for the look and feel of the component. That is why high-quality materials are used here. Inside the component is the so-called core material. Inexpensive materials, regranulates, recyclates, but also foamed materials can be used here. In this way, costs can be saved.
Targeted property improvements can be realised by using reinforced core materials, for example. There are many possible combinations, and therefore many different requirements can be fulfilled. You can find more about specific applications of all types of sandwich injection moulding at the end of this blog article.
What types of sandwich processes are there?
At ENGEL, we distinguish between two basic types of sandwich injection moulding, which differ in terms of process sequence and area of application: co-injection and skinmelt.
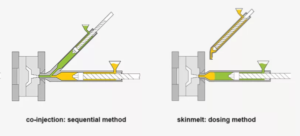
Co-injection
Co-injection is a sequential process, i.e. skin and core material are injected using two different injection units. In the first filling phase, the mould cavity is partially filled with skin component. Then, in a second filling phase, the cavity is volumetrically filled with core material. Due to the switching from skin to core, flow marks can occur. To counteract this effect, there is the option of a simultaneous phase, a simultaneous injection of both components, which is carried out between the two filling phases. The holding pressure is then applied again with the skin component to compensate for shrinkage.
The advantage here compared to the skinmelt process: Sprue sealing and flushing of the sprue channel is done with skin material, which means that the core component is completely encased in skin material. This is particularly important for injection moulded products for the food industry. For example, a package can be constructed with food-safe skin material and a core component made of recycled material.
Skinmelt
The second type of sandwich injection moulding is ENGEL skinmelt technology: In contrast to sequential co-injection, with skinmelt a predefined volume of the skin component is metered into the mass cylinder of the core component. This results in easier operation and handling, and the actual injection process is similar to compact injection moulding. Since both materials are in the same unit one after the other before injection, an optimal melt flow is ensured, and there are no changeover marks on the component. The injection process is completed with the core component; therefore, a higher core content is possible.
While this process was presented at the K2019 in Düsseldorf with “intruding” the skin component into the injection unit, there is now the option of actively injecting the skin component into the main unit. The parallel metering of both units in combination with the active injection of the skin component into the main unit can thus save cycle time.
Other frequently asked questions about sandwich injection moulding
What should be considered with material pairings?
Basically, both materials should have a similar processing and tool temperature to avoid excessive distortion during cooling. The exact maximum permissible temperature difference is highly material-specific.
What is the maximum possible proportion of core material?
The ratio between core and skin material is strongly dependent on the geometry of the component and the viscosity of the materials. In general, we recommend a wall thickness of at least 1.5 mm in order to achieve the highest possible proportion of core material. To date, we have realised projects with a core proportion of approx. 15 – 65%. In addition to the recommended minimum wall thickness, it has become clear that for a high core proportion, the viscosity of the core material should either be the same or, even better, lower than that of the skin material.
What should be considered when choosing the part geometry?
As the core material tends to drift inwards at corners, we recommend not to use corners with too sharp edges when designing the parts – slightly rounded transitions are ideal. In addition, when making openings, consider that the core material cannot penetrate the resulting weld lines.
Can I combine the sandwich process and foam injection moulding?
Yes, the advantage here is that the foamed core minimises sink marks, and at the same time, an attractive surface can be achieved through the skin material – the typical “streaky” surface of foamed parts does not occur here.

What are the applications for both types of sandwich injection moulding?

The areas of application are defined by the desired effect of the sandwich process. Here are some examples implemented with ENGEL for:
- Weight reduction, cost and material savings through foamed core made of recyclate: logistics products, transport containers as well as pallets, flowerpots, gear levers, handles for power saws and similar tools
- Structural reinforcement with glass-fibre reinforced core: stadium seats, garden furniture, car mirrors
 This article was written by Wolfgang Kienzl, Product Manager Technologies – Foam injection moulding and sandwich processes. Wolfgang graduated from the University of Leoben, majoring in plastics technology. He has been working for ENGEL in the “Development Technologies” department since November 2013. Wolfgang is not only a luminary in the field of engineering, he is also an excellent guitar player and even composes his own music!
This article was written by Wolfgang Kienzl, Product Manager Technologies – Foam injection moulding and sandwich processes. Wolfgang graduated from the University of Leoben, majoring in plastics technology. He has been working for ENGEL in the “Development Technologies” department since November 2013. Wolfgang is not only a luminary in the field of engineering, he is also an excellent guitar player and even composes his own music!
To learn more about sandwich processes and other technologies, visit the ENGEL blog here. If you’d like to speak to an ENGEL expert personally, contact ENGEL directly here.






