What Does a Moulder Understand by the Term ‘Diesel Burning?’
|
Getting your Trinity Audio player ready...
|
In the early days, plastics moulders tended to apply descriptive terms to moulding faults, but these terms do not accurately indicate the root cause.
Such terms are ‘gate splay’, ‘mica marks’, ‘orange peel’, ‘flash’ and ‘record grooves’ (explain that to the younger generation!). These terms do not indicate the root cause. Nor do they suggest a possible solution, but diesel-burning is an accurate description of what has happened.
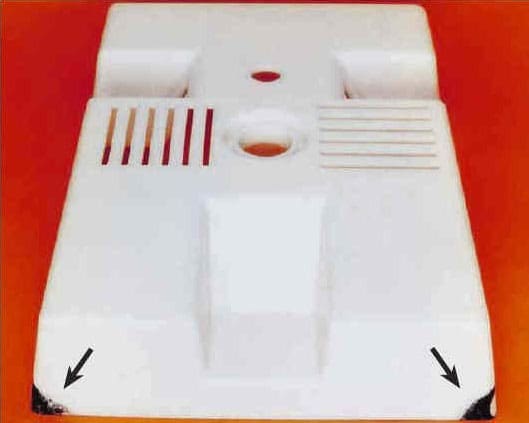
When a rapidly approaching thermoplastic melt front chases air in the mould into a corner, the highly compressed air reacts with the hot melt, which is essentially a hydrocarbon fuel, to give a high-temperature oxidation reaction. In other words, this is combustion as in a diesel engine. If the combustion is inefficient, the polymer will be converted to carbon. This gives a black spot at the extremity of the moulding.
To avoid diesel-burning, or the associated fault, gas spotting, mould venting needs to be improved to release the compressed air. Reducing the clamping force can be a quick fix. I have even seen moulders adding a dummy ejector pin near the offending area. Prevention is always better than cure, and injection moulding simulation during the part design can quickly identify possible problems and avert them by changing the gate position. Reducing the injection pressure can also help.
This article was written by Dr.Charlie Geddes for Hardie Polymers.
Why not read more of the Hardie Polymers knowledge base articles?
For information on all the specified grades that we can offer, please contact us today or try our polymer search.
![]()
Hardie Polymers
0141 952 1900
Website
Email






